





DeskProto user forum
Forum: communicate with other users
|
|
|
|
page 1 of 3 |
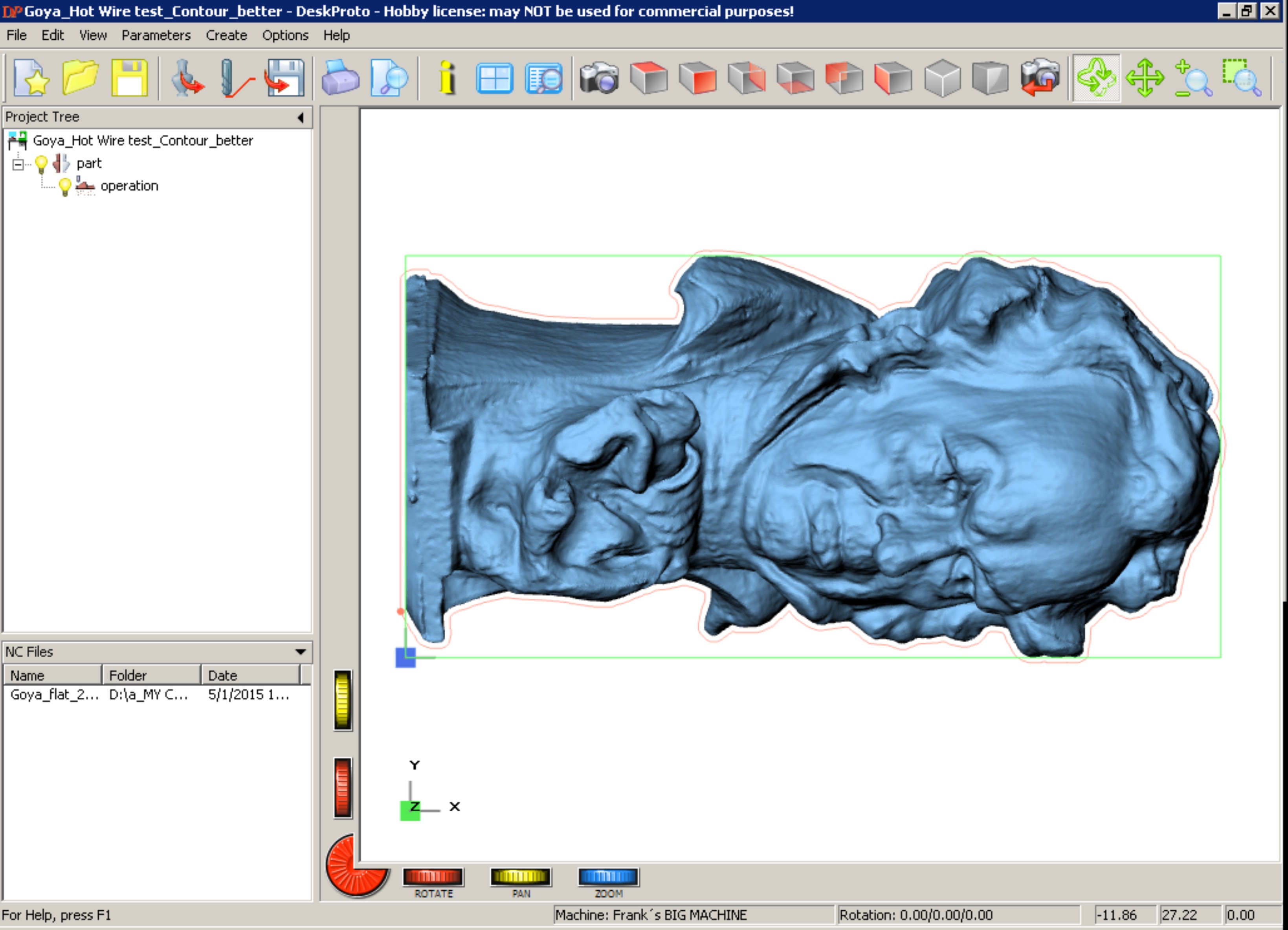
Dear DP friends, I mill polystyrene foam sculptures, using a home built 4 axis milling machine, powered by MACH 3, and using DESKPROTO to generate g/codes from .stl 3 D files. When I do big pieces, the machining times are very long…my record is 22 hours! This is due to the painstaking Roughing stage to remove loads of material before actually getting down to where the 3D form lies and doing what millers are bets at doing. I’ve seen a fabulous application (this is a link to see it in action see http://www.hotwiredirect.com/ ) which combines hot wire trimming of big blocks of foam , and classical milling, all on one machine. A perfect solution! This saves both time and generating enormous piles of foam dust, which is both horrible to work with and costly to eliminate environmentally. So I thought of various ways of achieving what this specialized software does (the company only sell the program together with their machines ;-( ) One approach would be to use DESKROTO to generate a normal X, Y (or A) and Z milling routine*, and then use Excel or a similar program to filter the necessary g-codes, which are only the highest Z values linked to given X values, and eliminate or ignore the superfluous ones, the Y values, as the machine only needs to move along the X axis and up and down the Z axis. *It must be said that if you use this milling g-code routine to move a hot-wire fixture, you run the risk, depending on what Y position you choose, of removing valuable material left or right of that Y position. Check out the image of a bust I upload to get the idea. Which would be a disaster, of course. Another approach would be to look for a “workaround” by configuring for example DESKPROTO with a tool that’s not round in diameter....probably impossible to do at user level!...a tool which is long in the Y axis direction and very short in the X axis…as is a hot wire which moves along the X axis and up down in Z. This would allow DESKPROTO to generate g-codes for the silhouette, or a series of silhouettes, if done say at 45º, 90º, etc etc, on an A axis. So I consulted the guys at the Mach3 Forum, and TP has been very kindly offering ideas out side the box, one of which included consulting DESKPROTO directly, with the problem. Lex kindly advised on a path to follow, which involves using Contour milling to generate the necessary g-codes for hot-wire trimming previous to milling. So I consulted the guys at the Mach3 Forum, and TP has been very kindly offering ideas out side the box, one of which was to use a Contour strategy in DESKPROTO combined with rotary axis milling to generate the codes. But I´ve tried various approaches, all to no avail, and it’s a little above me as to exactly how to achieve this, step by step. Any ideas? |
|
 This is the image I referred to, a bust of Goya, with material to both left and right of centre line. |
|
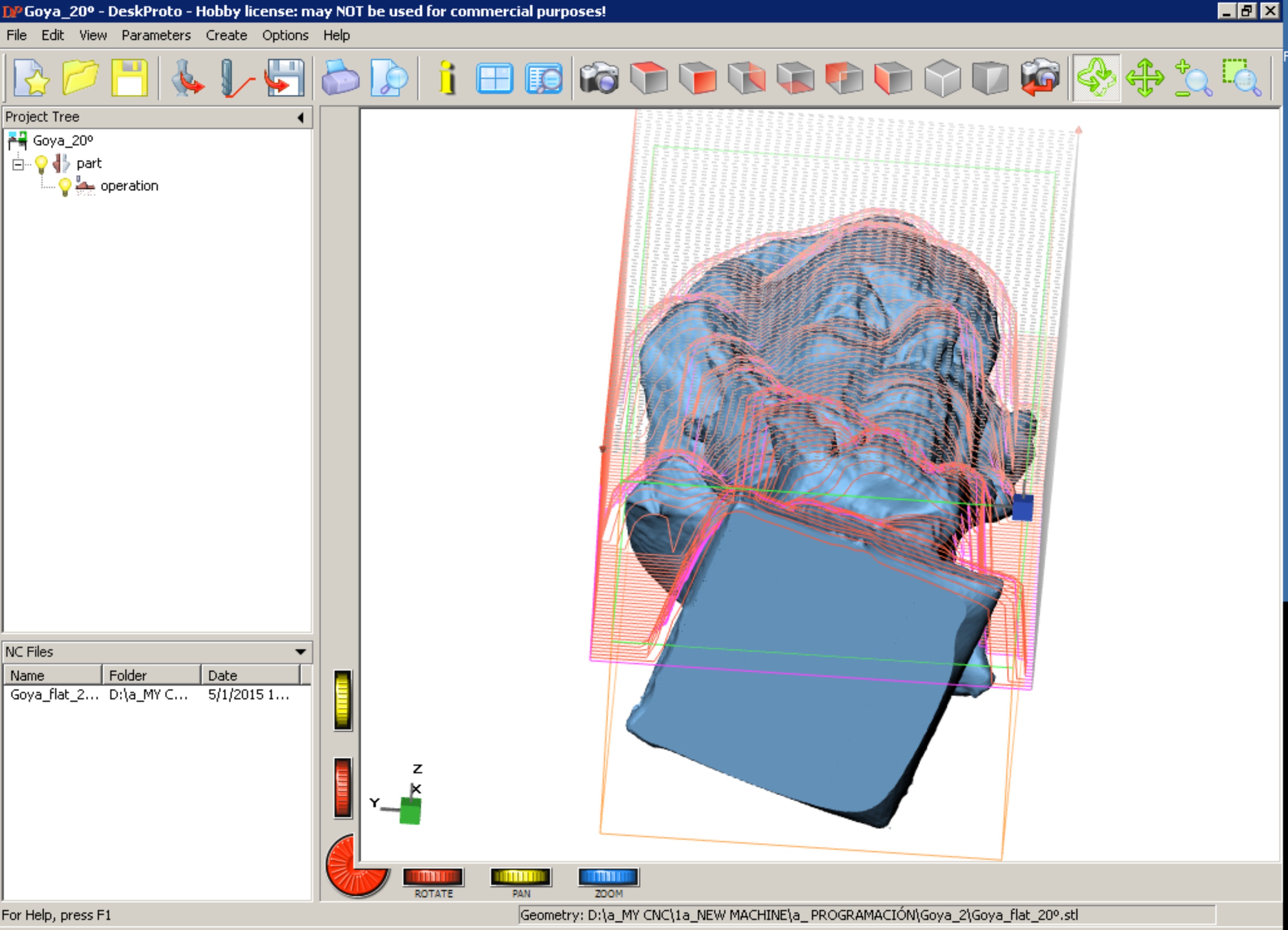
 Progress!! This is a contour path round the exterior-progress made! But I'm still working on how to generate various paths round the figure, as if A axis roary milling. Will keep you all posted! |
|
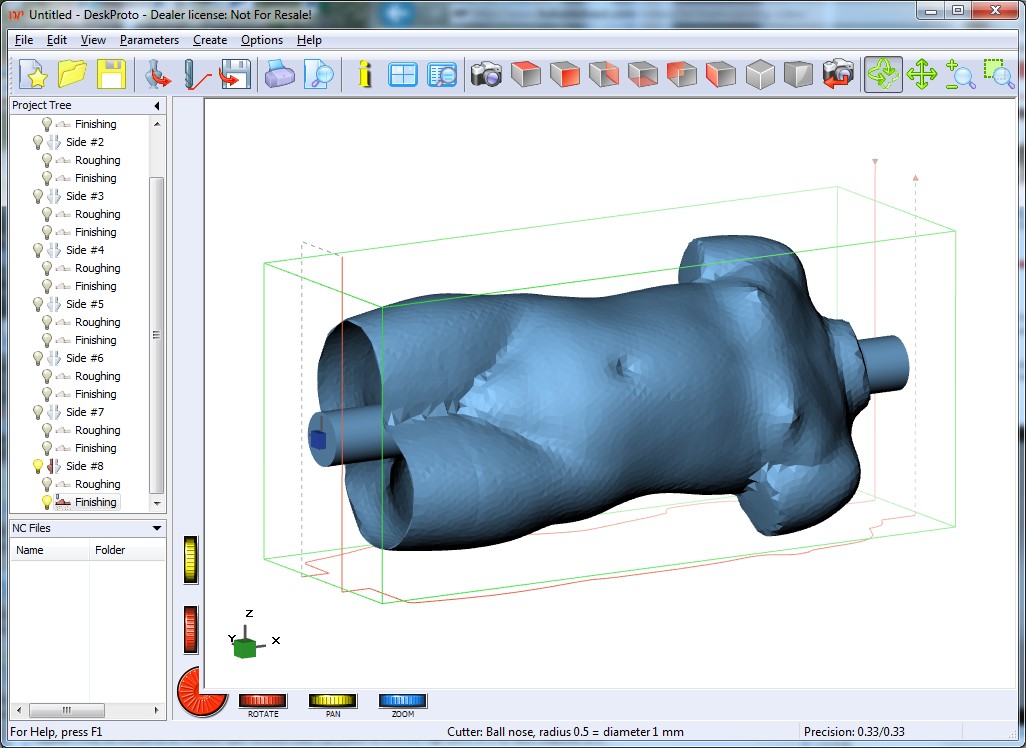 Hi Frank, Indeed someone with the initials TP emailed me this week, asking about exactly this issue. And indeed I suggested to use strategy "Contour only" to calculate the paths for the hotwire cutter. Paths at other angles can be created by rotating the geometry, in the Part parameters. In the image above the 8 parts were automatically created, using the wizard "Two or more sides, automatic rotation". These toolpaths however move X and Y, and for the hotwire cutter on the video X and Z are needed. You can change that either by editing the NC file (which will be needed anyway) or by making a special postprocessor in DeskProto that switches Y and Z. Here is the text of my original email to TP: "This is an interesting Setup in the video that you mention. Not only saving time and reducing foam, but also creating a perfect packaging on the fly. This should be possible in DeskProto, however it will involve some tricking. What he can do is use the strategy "Contour only" to generate toolpaths for the hotwire cutting. See the attached image, showing Contour-only toolpaths. You can see 8 parts in DeskProto, each for a different rotation of the geometry, and each with its own contour path. Calculated for a thin cutter, as the hotware is very thin. The problem is that these are X-Y toolpaths, while in the video process for the hotwire X-Z paths are needed. This can be solved by tricking the postprocessor: make it write an Y for each Z-movement and a Z for each Y-movement. Of course this postprocessor then cannot be used for normal machining. I hope that my explanation is sufficiently clear for you friend to do some experiments. " |
|
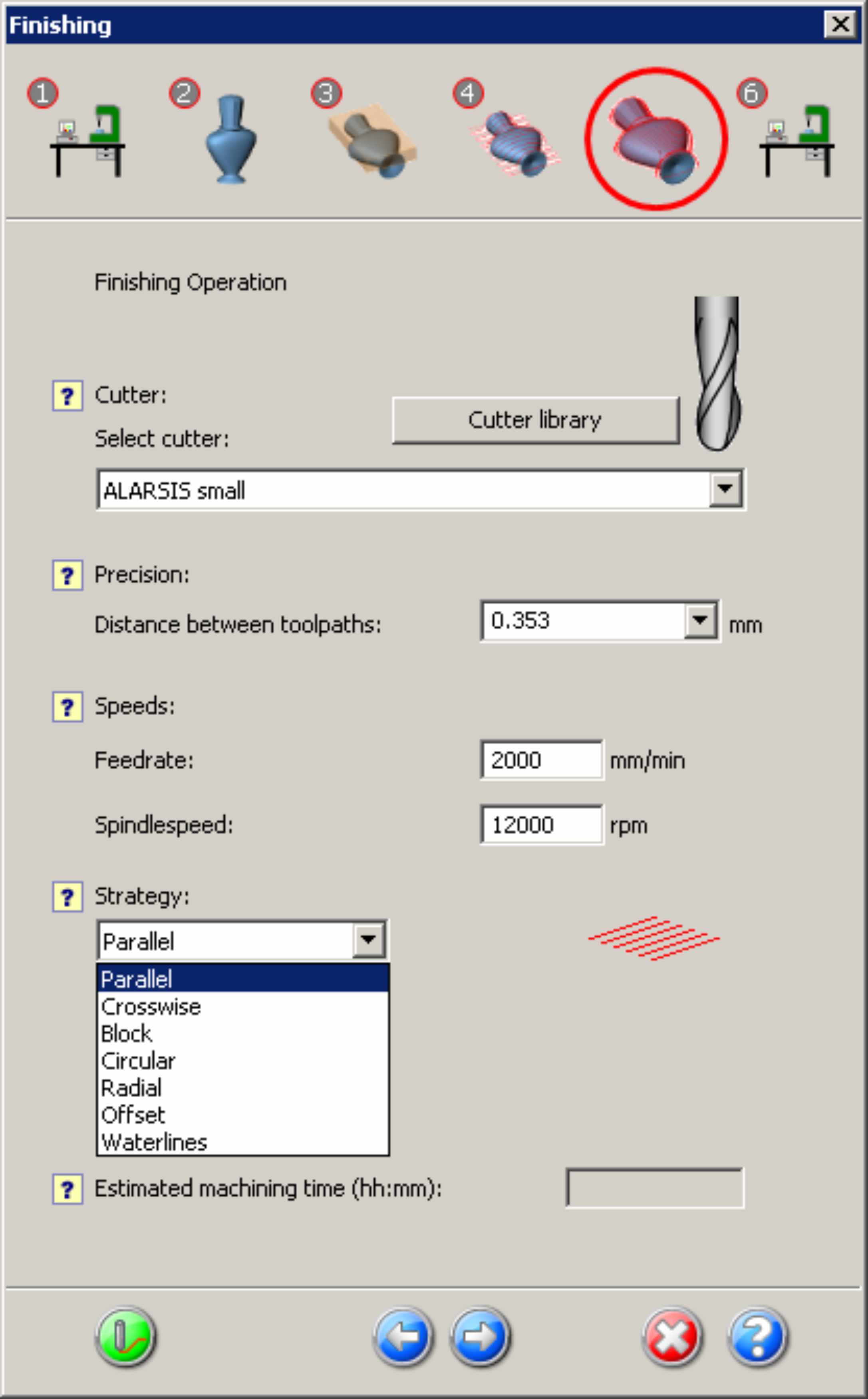 Hi Lex! Thanks for all that! I've tried with the Wizard, Two or more sides, automatic rotation, and in Strategy, I cannot see Contour as a posible cutting mode.. Attached screen shot after choosing 8 sides, and I looked both in Rough and Finish steps, no Contour! Im obviuosly doing something wrong. Regards! |
|
 Progresss! I have found that although the strategy Contour isnt present in the Wizard (seems to me(, once out of the Wizard it is, and you can select it! But now Im getting this warning about no val;id tool paths.. |
|
Hi Frank, Indeed you weren't doing anything wrong: for the multi-sided wizard this strategy is not available as normally (so for multi-sided machining) it would be a nonsense choice. And as you found you can change it after completing the wizard (and then even press "Apply to chain" top change all operations at the same time). Further: in the multi-sided wizard you need to set the "milling depth" to the full depth of the part. Perhaps this will solve your "no valid toolpaths" issue - I cannot see from a distance what is wrong. Lex. |
|
Thanks Lex!! I will bw working intensely this week end to try and get rid of that warning. Regards! Frank |
|
Hi all, Discovered that although in the Wizard you configure "2 or more sides, automatic rotation", you need to uncheck the "Use Rotation Axis" in "Parts Parameters"! Feel confident now that I can start testing and reduce machining times by combining hot wire and milling! Thanks all, Frank |
|
 Hi again!! really glad to say it can be successfully done, again DESKPROTO reveals itself to be extremely versatile, albeit this time doing some tricking. Thanks Lex!! Method: Wizard/2 or more side, automatic rotation / then outside Wizard change to Contour, uncheck Use Rotation axis in Parts Parameters, and finally configure MACH to move its Z axis when it gets a Y axis command, at Motor outputs. I configured 16 sides for this bust of the painter Goya, which now needs to be milled, thus saving hours of roughing, but 12 would be ideal. And thanks to TP also ; - ) Regards! Frank Norton. |
|
|
|
page 1 of 3 |