





Small Z-axis movements when rotary machining
Each 360 degree rotation move is split up into small steps
This tip for rotary projects concerns small Z-axis movements. When the zero point is exactly in the center of a cylindrical geometry, one would expect that a toolpath around the cylinder can be done at a constant Z-level, so one movement command to machine a complete 360 degrees circle.However, in many cases this won't happen. Instead you will see many movement commands, with very small Z-variations: the cutter will keep going up and down all the time, slowing down the process and causing a bad surface finish.
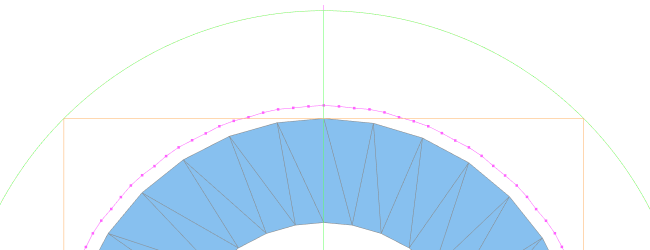
Sample geometry in DeskProto, not correctly positioned for rotation axis machining.
These variations in Z are caused by the STL file: it is polygon data, so the cylinder is approximated by a large number of flat surfaces. When machining these flat surfaces the cutter will all the time move up and down a little bit.
For this problem we can offer two fixes:
1. Create a more accurate STL file
(the STL export accuracy is a setting in the CAD system's export option).
The resulting STL file will be larger, which needs not be a big problem.
2. Reduce the number of positions behind the decimal point in the NC file
(for the Z-coordinate value).
This can be done in DeskProto's configurable postprocessor: Options > Library of postprocessors > OK on warning > Select your post and press Edit > tab Movement > Edit value 'Decimals' in column Z.
Reducing this value from (example values in mm) 3 to 2 will remove all 1/1000 mm variations: Z = 3.000 3.001, 2.999, 3.002 etc will all be output as 3.00, and the resulting movement commands will automatically be combined to one movement. This may influence the accuracy of the result, so take care when an exact diameter is needed.